Elaboracja - Narzędzia dla początkujących cz.7 - Usuwanie zacisku i formatowanie gniazda spłonki.
W naszym cyklu Elaboracja - Narzędzia dla początkujących, dziś zaprezentujemy Wam dwa narzędzia do usuwania fabrycznego zacisku na gnieździe spłonki (z ang. „crimp”) a jednocześnie przywracające wymiary samego gniazda. Zaciski na gnieździe spotykane są głównie w amunicji produkowanej dla wojska, ale na rynku cywilnym tego typu zaciski ma bardzo popularna amunicja w wielu kalibrach firmy GGG. Ceniona zresztą za doskonały stosunek jakości do ceny i chętnie nabywana przez polskich strzelców.

Crimp (zacisk) na gnieździe uniemożliwia osadzenie nowej spłonki, o ile go nie usuniemy. A przecież szkoda nie wykorzystać całkiem dobrej jakości łusek, do tego najpewniej użytych we własnej broni, czyli po formowaniu ogniowym (dopasowanie łuski do komory broni podczas wystrzału, przez generowane wówczas ciśnienie) co jest korzystne przy elaborowanej amunicji, o ile użyjemy je w tej samej broni. Czy usunięcie zacisku jest trudne? Nie - o ile posiadamy właściwe narzędzia. Na nasze szczęście nie są one drogie, niezależnie od tego jakie wybierzemy.

Bardzo często pierwszym wyborem są frezy do gniazda spłonki. Również z tego powodu, że najczęściej nabywamy je w komplecie, np. przy zakupie frezów do obróbki szyjki łuski (dla nabojów karabinowych, tzw. „butelkowych”, gdzie szyjka ma sporo mniejszą średnicę niż reszta łuski). Dostępne są zarówno ręczne, jak i mechaniczne narzędzia, takie jak np Hornady Case Prep - wkrętarka akumulatorowa z podwójną głowicą i gniazdami na dwa frezy. Możemy do niej zamocować wspomniane już frezy do obróbki szyjki łuski, jak i te do obróbki gniazda spłonki.

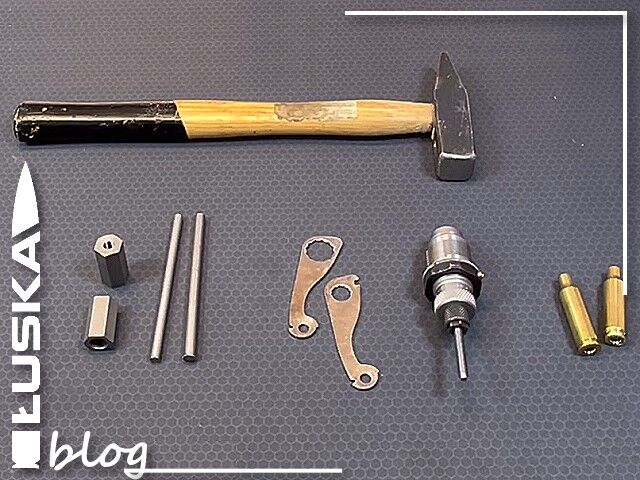
Powyżej widoczny jest frez do obróbki gniazda spłonki, który jednocześnie usuwa zacisk na gnieździe. Drugi z frezów dostępnych często w komplecie, służy do oczyszczenia dna gniazda spłonki z pozostałości po procesie spalania.

Jeśli korzystamy z obu frezów, najpierw używamy frezu do usuwania zacisku, a następnie do czyszczenia gniazda. Bardzo wygodnie jest wówczas korzystać z mechanicznego narzędzia, jak chociażby wspomniany wcześniej i widoczny na zdjęciu Hornady Case Prep.

Praca z frezami jest prosta - włączamy nasze narzędzie i nakładamy na obracający się frez łuskę gniazdem do frezu. Frez usuwa fragment zacisku gniazda i wyrównuje je zarazem. Minusem tego rozwiązania jest skrawanie wykonywane frezem. Może okazać się, że zbierzemy zbyt dużo materiału i gniazdo spłonki powiększy się, co może prowadzić do wypadania spłonek.

Innym rozwiązaniem problemu zacisków na gnieździe, jest skorzystanie ze specjalnej matrycy do usuwania zacisku oraz formatowania gniazda spłonki. Matrycę taką oferuje np. Lee Precision pod nazwą RAM SWAGE.

Matryca ma tą przewagę nad frezem, że nie usuwa materiału, a jedynie formatuje jego kształt. Wymaga za to użycia w prasie, więc jeśli posiadamy tylko jedną prasę i do tego jednostanowiskową, wydłuży nam to nieco czas obróbki łuski.

Chyba, że używamy prasy wielostanowiskowej i mamy przeznaczone na stałe miejsce na tego typu matrycę. Lub pracujemy na prasach Lee Precision, które wyposażone są w system montażu matryc z szybkozłączką - tuleją Breech Lock. Wtedy matryca osadzona jest w tulei i do niej skalibrowana (na głębokość montażu), i przy każdej wymianie wymieniamy matrycę razem z tuleją Breech Lock, co nie wymaga ponownego kalibrowania przy każdej wymianie matryc. Jedyne co musimy wtedy zrobić, to dokupić dodatkowe tuleje Breech Lock. Co na szczęście nie jest drogie.

Matryca Lee Ram Swage posiada trzpień formatujący osadzony wewnątrz matrycy i stabilizowany sprężyną, kontrowaną nakrętką (zdjęcie powyżej).

Na czas transportu nakrętka kontrująca jest częściowo wykręcona. Przed pracą należy ją całkowicie wkręcić do środka matrycy.

Tak aby pracowała ona na sprężynie (dawała się bez problemu wcisnąć do środka). Teraz możemy zamocować matrycę w prasie.

W komplecie mamy też dwie podstawki z trzpieniami pracującymi wewnątrz gniazda spłonki. Jeden do małych spłonek, drugi do dużych. Mocujemy wybraną (odpowiednią do obrabianej łuski) w gnieździe tłoka zamiast uchwytu łuski.

Ale po kolei :-) Najpierw wkręcamy do prasy samą matrycę.

Kalibrowanie matrycy Lee Ram Swage jest identyczne jak dla matrycy formatującej (omawialiśmy to w jednym z naszych blogów). Tłok z uchwytem łuski musi stykać się z czołem matrycy, potem lekko popuszczamy tłok, dokręcamy o ćwierć obrotu i kontrujemy nakrętką matrycę w tym właśnie ustawieniu.

Teraz montujemy podstawkę z kompletu Ram Swage dobraną do wielkości gniazda spłonki obrabianej łuski.

Zestaw jest teraz gotowy do pracy.

Na podstawkę nakładamy łuskę i przesuwamy ją dźwignią do wnętrza matrycy.

Dociskamy do oporu i… to wszystko! Mamy usunięty zacisk (crimp) oraz sformatowane gniazdo spłonki. Łuska jest gotowa do dalszej obróbki.

Jedynie czas przygotowania do pracy może być dłuższy, o ile nie mamy systemu szybkiego montażu Lee Breech Lock lub prasy wielostanowiskowej z zamocowaną już matrycą Lee Ram Swage. Jak widzicie nie ma problemu z korzystaniem z łusek takich jak GGG z fabrycznym zaciskiem na gnieździe spłonki - jest to (jak zawsze zresztę ;-) ) kwestia odpowiednich narzędzi. I garści wiedzy. Jedno i drugie znajdziecie w naszym sklepie, do odwiedzenia, którego Was zapraszamy :-)